যখন কাঠামোগত কংক্রিট নির্মাণের কথা আসে, রিইনফোর্সিং স্টিলকে সঠিকভাবে বেঁধে রাখা সবচেয়ে গুরুত্বপূর্ণ পদক্ষেপগুলির মধ্যে একটি যা নির্ধারণ করে যে কোনও কাঠামো কয়েক দশক ধরে নিরাপদে কাজ করবে কিনা . আপনি প্রিকাস্ট প্যানেল, কাস্ট-ইন-প্লেস স্ল্যাব বা জটিল বীম অ্যাসেম্বলিতে কাজ করছেন না কেন, রিবার যেভাবে বাঁধা হয় তা সরাসরি লোড স্থানান্তর, কংক্রিট কভারের সামঞ্জস্যতা এবং দীর্ঘমেয়াদী স্থায়িত্বকে প্রভাবিত করে। সংক্ষিপ্ত উত্তর: সঠিক গেজ টাই তার ব্যবহার করুন, জয়েন্ট টাইপের জন্য সঠিক টাই প্যাটার্ন প্রয়োগ করুন, ন্যূনতম 1.5-ইঞ্চি কংক্রিট কভার বজায় রাখুন এবং সর্বদা আপনার বাঁধার কাজটি গুণমানের সাথে যুক্ত করুন প্রিকাস্ট কংক্রিট আনুষাঙ্গিক যে নির্দিষ্ট অ্যাপ্লিকেশনের জন্য ইঞ্জিনিয়ার করা হয়.
এই নির্দেশিকাটি রিইনফোর্সিং স্টিল বাঁধার প্রতিটি দিকের গভীরে যায় — তারের গেজ এবং বাঁধার সরঞ্জাম থেকে শুরু করে কীভাবে বার চেয়ার, স্পেসার এবং যান্ত্রিক কাপলারের মতো আনুষাঙ্গিকগুলি আপনার রিবার সমাবেশের সাথে যোগাযোগ করে। আপনি যদি রিইনফোর্সড কংক্রিট নির্দিষ্ট করছেন, তৈরি করছেন বা পরিদর্শন করছেন, তাহলে এটি আপনার প্রয়োজনীয় তথ্য।
কেন সঠিকভাবে শক্তিশালীকরণ ইস্পাত বেঁধে বেশিরভাগ মানুষ মনে করে তার চেয়ে বেশি গুরুত্বপূর্ণ
রেবার বন্ধনগুলি প্রকৌশলগত অর্থে কাঠামোগত নয় - তারা ভার বহন করে না। কিন্তু তারা কংক্রিট বসানোর সময় খাঁচাটিকে একসাথে ধরে রাখে, একটি কংক্রিট ভাইব্রেটরের কম্পনের বা তাজা কংক্রিটের ওজন এবং প্রবাহের অধীনে বারগুলিকে স্থানান্তরিত হতে বাধা দেয়। জোড় দ্বারা একটি মিসলাইনড বার আধা ইঞ্চি একটি মরীচি বিভাগের কার্যকর গভীরতা 5-10% কমাতে পারে , অর্থপূর্ণভাবে সমস্যার কোনো দৃশ্যমান চিহ্ন ছাড়াই নমনীয় ক্ষমতা হ্রাস করা।
প্রিকাস্ট কংক্রিট উত্পাদনের ফলাফল যৌগিক, যেখানে আঁট মাত্রিক সহনশীলতা মানক। প্রিকাস্ট প্যানেল, ব্রিজ গার্ডার এবং স্ট্রাকচারাল কলামগুলি এক ইঞ্চির ভগ্নাংশে পরিমাপ করা রিবার অবস্থানের সাথে ডিজাইন করা হয়েছে। ঢিলেঢালা বন্ধন যা বারগুলিকে কংক্রিট সেটের আগে স্থানান্তরিত করতে দেয় তা সহনশীলতার বাইরের উপাদানগুলির দিকে নিয়ে যেতে পারে যা গুণমান পরিদর্শনে ব্যর্থ হয় - বা আরও খারাপ, পরিদর্শনে পাস করে এবং পরিষেবাতে কম পারফর্ম করে।
মাত্রিক নিয়ন্ত্রণের বাইরে, সঠিকভাবে বাঁধা খাঁচা এর সামঞ্জস্যপূর্ণ বসানো সমর্থন করে প্রিকাস্ট কংক্রিট আনুষাঙ্গিক যেমন উত্তোলন সন্নিবেশ, অ্যাঙ্কর প্লেট, এমবেডেড প্লেট এবং হাতা। এই আনুষাঙ্গিক অবস্থানে থাকার জন্য অনমনীয় rebar খাঁচা উপর নির্ভর করে. একটি খারাপভাবে বাঁধা খাঁচা হল একটি খারাপ অবস্থানের সন্নিবেশ, এবং এর অর্থ হল ক্ষেত্রের সমস্যা: ভুল সংযোগ, অপর্যাপ্ত লোড রেটিং এবং ব্যয়বহুল প্রতিকার।
টাই ওয়্যার: প্রকার, গেজ এবং কখন প্রতিটি ব্যবহার করতে হবে
রিইনফোর্সিং স্টিল বাঁধার জন্য সবচেয়ে সাধারণ উপাদান হল annealed কালো তার, যাকে নরম কালো তারও বলা হয়। অ্যানিলিং করার পরে এর স্নিগ্ধতা এটিকে ভাঙ্গা ছাড়াই শক্তভাবে মোচড়ানোর অনুমতি দেয় এবং এটি শুষ্ক পরিবেশে যৌক্তিকভাবে ক্ষয় প্রতিরোধ করে। রিবার বাঁধার জন্য স্ট্যান্ডার্ড গেজ পরিসীমা হল 16 থেকে 18 AWG (আমেরিকান ওয়্যার গেজ) , 16.5 AWG বাণিজ্যিক নির্মাণে সবচেয়ে বেশি ব্যবহৃত হচ্ছে।
অ্যাপ্লিকেশন দ্বারা তারের প্রকার
| তারের ধরন | গেজ | সেরা অ্যাপ্লিকেশন | নোট |
| অ্যানিলেড কালো তার | 16-18 AWG | সাধারণ স্ল্যাব, প্রাচীর, কলামের কাজ | সবচেয়ে লাভজনক, ব্যাপকভাবে উপলব্ধ |
| গ্যালভানাইজড তার | 16 AWG | সামুদ্রিক, উপকূলীয়, উচ্চ আর্দ্রতা অঞ্চল | উচ্চ খরচ, ভাল জারা প্রতিরোধের |
| স্টেইনলেস স্টীল তার | 16-18 AWG | ইপোক্সি-লেপা বা স্টেইনলেস রিবার খাঁচা | ভিন্ন ধাতুগুলির মধ্যে গ্যালভানিক জারা প্রতিরোধ করে |
| প্রি-কাট টাই ওয়্যার (কয়েল) | 16.5 AWG | স্বয়ংক্রিয় বাঁধা সরঞ্জাম, উচ্চ ভলিউম কাজ | ব্যাটারি চালিত টাই টুলের সাথে কাজ করে |
সারণি 1: সাধারণ টাই তারের ধরন এবং ইস্পাত কাজের শক্তিশালীকরণে তাদের প্রস্তাবিত অ্যাপ্লিকেশন
ক্ষেত্র থেকে একটি ব্যবহারিক পরামর্শ: বার সংমিশ্রণের জন্য খুব ভারী তারের ব্যবহার এড়িয়ে চলুন। 14টি AWG তারের সাথে #4 বার বেঁধে দিলে মোচড়ের লেজ তৈরি হয় যা কভার জোনে প্রবেশ করে। টুইস্ট টেলগুলিকে সবসময় ভিতরের দিকে বাঁকানো উচিত - খাঁচার শরীরের দিকে - যাতে তারা কংক্রিটের পৃষ্ঠে স্থানান্তরিত না হয় এবং মরিচা দাগ বা স্প্যালিং সৃষ্টি করে না।
স্ট্যান্ডার্ড টাই প্যাটার্নস এবং সেগুলি কোথায় প্রয়োগ করতে হবে
ইস্পাত অনুশীলনকে শক্তিশালী করার ক্ষেত্রে ছয়টি সাধারণভাবে স্বীকৃত টাই প্যাটার্ন রয়েছে, প্রতিটি একটি নির্দিষ্ট যৌথ জ্যামিতি বা কাঠামোগত প্রয়োজনীয়তার জন্য উপযুক্ত। কোনটি প্রয়োগ করতে হবে তা জানা তারের বর্জ্য হ্রাস করে, উত্পাদনের গতি বাড়ায় এবং টাইটি আসলে কংক্রিট বসানো শক্তির অধীনে থাকে তা নিশ্চিত করে।
স্ন্যাপ টাই
স্ন্যাপ টাই (একটি সাধারণ টাইও বলা হয়) চালানোর জন্য দ্রুততম এবং ফ্ল্যাট স্ল্যাব এবং দেয়ালে বারের ছেদগুলির জন্য উপযুক্ত যেখানে বারগুলি 90 ডিগ্রিতে অতিক্রম করে এবং জয়েন্টটি ভারী কম্পনের শিকার হবে না। উভয় দণ্ডের চারপাশে তারটি লুপ করুন, প্রান্তগুলি অতিক্রম করুন এবং স্নাগ না হওয়া পর্যন্ত একটি হুক টুল দিয়ে মোচড় দিন। এটি প্রতি টাই 3 সেকেন্ডের কম একজন অভিজ্ঞ আয়রনওয়ার্কার লাগে। যাইহোক, স্ন্যাপ টাইগুলি নির্মাণ জয়েন্টের কাছাকাছি ছেদগুলির জন্য বা এমন স্থানে উপযুক্ত নয় যেখানে বারগুলিকে অবশ্যই সুনির্দিষ্টভাবে ধরে রাখতে হবে — তারা জোরের অধীনে সামান্য ঘূর্ণনের অনুমতি দেয়।
স্যাডল টাই
ছেদগুলির জন্য যেগুলিকে আরও নড়াচড়া প্রতিরোধ করতে হবে - বিশেষত কলামের খাঁচার হুপগুলি উল্লম্ব বারগুলির সাথে বাঁধা - স্যাডল টাই মোচড় দেওয়ার আগে ক্রসিং বারের নীচে এবং উভয় পাশে উপরের দণ্ডের উপরে তারকে আবৃত করে। এটি একটি চার-পয়েন্ট পরিচিতি তৈরি করে যা একটি স্ন্যাপ টাই থেকে অনেক ভালো বার ঘূর্ণন প্রতিরোধ করে। বেশিরভাগ কলামের খাঁচা স্পেসিফিকেশনের জন্য ন্যূনতম প্রতি তৃতীয় ইন্টারসেকশনে স্যাডল টাই প্রয়োজন, অন্য কোথাও স্ন্যাপ টাই অনুমোদিত।
চিত্র-আট টাই
প্রাথমিকভাবে ব্যবহৃত হয় যেখানে বারগুলি 90 ডিগ্রী ছাড়া অন্য কোণে অতিক্রম করে বা যেখানে একটি বিশেষভাবে সুরক্ষিত জয়েন্টের প্রয়োজন হয়। তারটি মোচড়ের আগে একটি চিত্র-আট প্যাটার্নে উভয় বারের চারপাশে চলে যায়। এই টাই বিমগুলিতে তির্যক শিয়ার শক্তিবৃদ্ধির জন্য এবং কলামের খাঁচার কোণে বাঁধার জন্যও পছন্দ করা হয়। এটি কিছুটা বেশি তার এবং সময় নেয় তবে একটি লক্ষণীয়ভাবে শক্ত জয়েন্ট তৈরি করে।
মোড়ানো এবং স্যাডল টাই
ভারী খাঁচা সমাবেশগুলি — যেমন ব্রিজের পিয়ার ক্যাপ বা বড় প্রিকাস্ট বিমগুলিতে — প্রায়শই মোড়ানো এবং স্যাডল বন্ধন নির্দিষ্ট করে৷ উপরের বারের উপর টানা এবং পাকানোর আগে তারটি নীচের দণ্ডের চারপাশে সম্পূর্ণভাবে মোড়ানো হয়। এটি সবচেয়ে সুরক্ষিত ম্যানুয়াল টাই প্যাটার্ন এবং সেতুর সদস্যদের প্রাথমিক শক্তিবৃদ্ধির জন্য কিছু DOT স্পেসিফিকেশন দ্বারা প্রয়োজনীয়।
স্ন্যাপ টাই with Kick (Double-Loop)
স্ন্যাপ টাইয়ের একটি ভিন্নতা যেখানে মোড়ানোর আগে তারের দ্বিগুণ হয়। ম্যাট ফাউন্ডেশনগুলিতে সাধারণ যেখানে বারগুলি বড় (#8 এবং তার উপরে) এবং একটি একক তারের স্ট্র্যান্ড পর্যাপ্ত ক্ল্যাম্পিং বল প্রদান করে না। তারের দ্বিগুণ কার্যকরভাবে জয়েন্টে ধারণ শক্তি দ্বিগুণ করে।
বাঁধার সরঞ্জাম: ম্যানুয়াল হুক থেকে ব্যাটারি চালিত মেশিন পর্যন্ত
সঠিক বাঁধার টুল শ্রমের সময়কে নাটকীয়ভাবে কাটে। একটি বড় বাণিজ্যিক স্ল্যাবের উপর, ব্যাটারি চালিত স্বয়ংক্রিয় বাঁধার সরঞ্জাম ব্যবহার করে একজন ক্রু অর্জন করতে পারে বাঁধার গতি 2-3 বার একটি ক্রু ম্যানুয়াল হুক ব্যবহার করে, আরও সামঞ্জস্যপূর্ণ মোচড়ের শক্ততা এবং কম হাত ক্লান্তি সহ।
ম্যানুয়াল টাই হুক
স্ট্যান্ডার্ড ম্যানুয়াল হুক হল একটি সাধারণ বাঁকানো রড টুল, সাধারণত 8-10 ইঞ্চি লম্বা। এছাড়াও একটি ঘূর্ণায়মান ব্যারেল সহ গতির হুক রয়েছে যা কব্জিতে ঝাঁকুনি দেওয়ার পরিবর্তে হ্যান্ডেলটি ঘোরানোর মাধ্যমে তারটিকে পাকানোর অনুমতি দেয় — এগুলি বড় কাজের ক্ষেত্রে হাতের ক্লান্তি উল্লেখযোগ্যভাবে হ্রাস করে। ম্যানুয়াল হুকগুলির জন্য কোনও শক্তির উত্সের প্রয়োজন হয় না এবং যে কোনও অবস্থায় কাজ করে, এগুলিকে আঁটসাঁট বা বিশ্রী জায়গায় ফলব্যাক টুল তৈরি করে যেখানে একটি স্বয়ংক্রিয় সরঞ্জাম ফিট হবে না।
ব্যাটারি চালিত স্বয়ংক্রিয় বাঁধার সরঞ্জাম
MAX, Makita, এবং DEWALT-এর মতো নির্মাতাদের টুলগুলি এক সেকেন্ডের নিচে টাই মোড়ানো এবং মোচড়ানোর জন্য প্রি-লোড করা তারের কয়েল ব্যবহার করে। অপারেটর টুলটিকে বারের মোড়ে অবস্থান করে এবং ট্রিগার টানে - বাকিটা স্বয়ংক্রিয়। একটি স্বয়ংক্রিয় টুল সহ একটি একক অপারেটর প্রতি ঘন্টায় 200-300 টাই সম্পন্ন করতে পারে একটি ম্যানুয়াল হুকের সাথে প্রতি ঘন্টায় 60-100 এর তুলনায়। এই সরঞ্জামগুলি বড় স্ল্যাব ঢেলে, প্রিকাস্ট খাঁচা ফ্যাব্রিকেশন এবং মাদুর ফাউন্ডেশনগুলিতে একটি প্রকৃত উত্পাদনশীলতা গুণক।
এই সরঞ্জামগুলির জন্য তারের কয়েলগুলি সাধারণত 50-মিটার বা 120-মিটার রোল হিসাবে নির্দিষ্ট সরঞ্জাম মডেলের সাথে মিলে যাওয়া গেজে বিক্রি হয়। সর্বদা টুল ব্র্যান্ডের সাথে কয়েল সামঞ্জস্যতা যাচাই করুন — অমিল কয়েল জ্যামিং এবং নষ্ট তারের কারণ।
বায়ুসংক্রান্ত বাঁধা সরঞ্জাম
উত্তর আমেরিকার নির্মাণে কম সাধারণ কিন্তু জাপান এবং ইউরোপের কিছু অংশে ব্যাপকভাবে ব্যবহৃত হয়, বায়ুসংক্রান্ত বাঁধার সরঞ্জামগুলি ব্যাটারি চালিত বিকল্পগুলির চেয়ে দ্রুত এবং চার্জ করার প্রয়োজন হয় না। এগুলি প্রিকাস্ট প্ল্যান্টগুলিতে ভাল কাজ করে যেখানে একটি কম্প্রেসার ইতিমধ্যেই সাইটে রয়েছে৷ ট্রেডঅফ হল বায়ু পায়ের পাতার মোজাবিশেষ, যা কর্ডলেস বৈদ্যুতিক সরঞ্জামের তুলনায় গতিশীলতা সীমিত করে।
প্রিকাস্ট কংক্রিট আনুষাঙ্গিক That Work With Your Rebar Cage
প্রিকাস্ট কংক্রিট উত্পাদনে, রিবার খাঁচাটি কেবল কাঠামোগত শক্তিবৃদ্ধি নয় - এটি এমন একটি প্ল্যাটফর্ম যা কয়েক ডজন প্রিকাস্ট কংক্রিট আনুষাঙ্গিক ঢালাই আগে সংযুক্ত করা হয়. এই আনুষাঙ্গিকগুলির মধ্যে রয়েছে উত্তোলন সন্নিবেশ, ফর্ম টাই, অ্যাঙ্কর প্লেট, বৈদ্যুতিক নালী সমর্থন, ব্লকআউট, হাতা এবং এমবেডেড সংযোগ হার্ডওয়্যার। আপনি কীভাবে আপনার রিবার খাঁচা বেঁধেছেন তা সরাসরি প্রভাবিত করে যে এই আনুষাঙ্গিকগুলি কতটা সঠিকভাবে অবস্থান করছে।
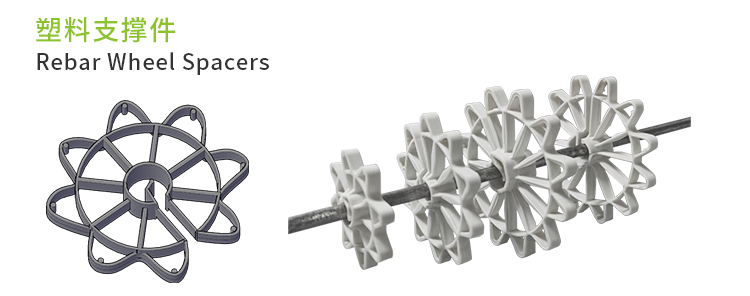
বার চেয়ার এবং Rebar Spacers
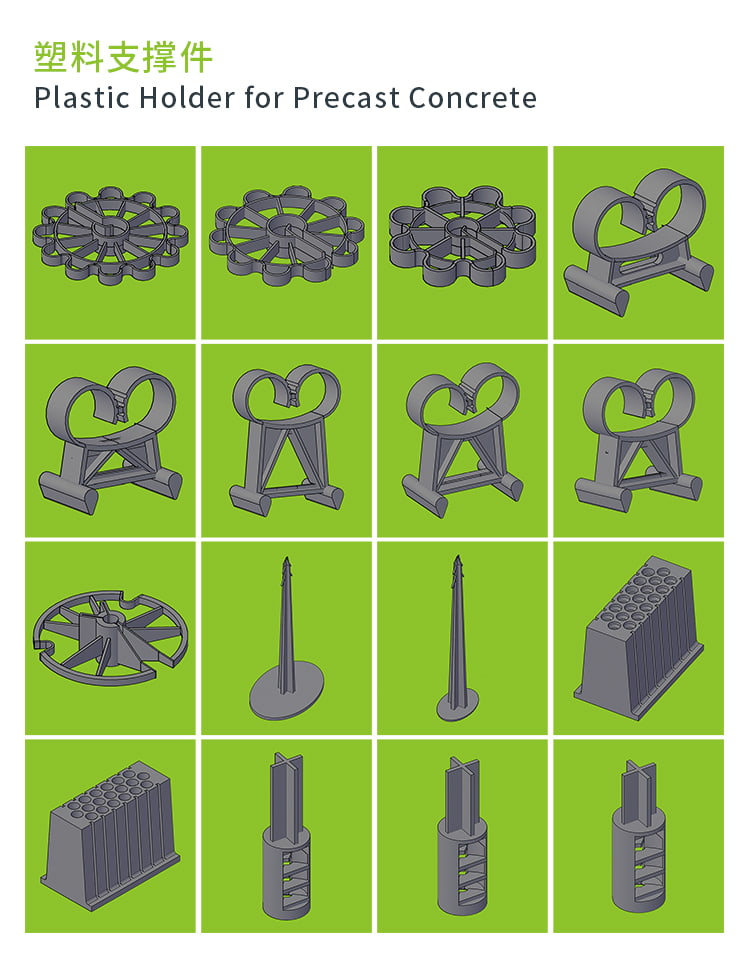
বার চেয়ার এবং স্পেসার সবচেয়ে বেশি ব্যবহৃত হয় প্রিকাস্ট কংক্রিট আনুষাঙ্গিক . তারা রেবার খাঁচাটিকে ফর্মের (নীচের কভার) উপরে সঠিক উচ্চতায় এবং উল্লম্ব আকারের মুখগুলি (পার্শ্বের আবরণ) থেকে দূরে রাখে। ACI 318 এর অধীনে ন্যূনতম কংক্রিট কভারের প্রয়োজনীয়তাগুলি সাধারণত আবহাওয়ার সংস্পর্শে না আসা প্রিকাস্ট সদস্যদের জন্য স্ল্যাব এবং দেয়ালের জন্য 3/4 ইঞ্চি এবং বিম এবং কলামের জন্য 1.5 ইঞ্চি , কিন্তু অনেক প্রিকাস্টার স্থায়িত্বের জন্য বৃহত্তর কভার নির্দিষ্ট করে।
- প্লাস্টিক বার চেয়ার: লাইটওয়েট, জারা প্রতিরোধ, 3/4 ইঞ্চি থেকে 4 ইঞ্চি উচ্চতায় উপলব্ধ; বেশিরভাগ প্রিকাস্ট অ্যাপ্লিকেশনের জন্য আদর্শ পছন্দ
- কংক্রিট ব্লক চেয়ার: যেখানে প্লাস্টিকের পয়েন্ট-লোড শক্তি চেয়ারটিকে একটি নরম আকারের পৃষ্ঠে খোঁচা দেয় সেখানে ব্যবহৃত হয়; প্রায়শই গ্রাউন্ড-বেয়ারিং স্ল্যাবগুলিতে ব্যবহৃত হয়
- ক্রমাগত তারের স্পেসার: দেয়ালের প্যানেলে পাশের আবরণ বজায় রাখার জন্য একটি বারের দৈর্ঘ্য বরাবর ব্যবহৃত হয়; স্বতন্ত্র চেয়ারের চেয়ে দ্রুত ইনস্টল করা
- বৃত্তাকার স্পেসার (ডোনাট): গঠিত উল্লম্ব পৃষ্ঠ থেকে আবরণ বজায় রাখার জন্য বারের উপর সরাসরি ক্লিপ করুন; 3/4, 1, 1.5, 2, এবং 3 ইঞ্চি স্ট্যান্ডার্ড কভার ইনক্রিমেন্টে উপলব্ধ
উত্তোলন সন্নিবেশ এবং নোঙ্গর
উত্তোলন সন্নিবেশগুলি প্রিকাস্ট কংক্রিট আনুষাঙ্গিকগুলির অন্যতম সুরক্ষা-সমালোচনা বিভাগ। ঢালাইয়ের সময় ঘূর্ণন বা স্থানচ্যুতি রোধ করতে তাদের অবশ্যই রিবার খাঁচার মধ্যে অবিকল অবস্থান করতে হবে এবং সংলগ্ন বারগুলির সাথে সুরক্ষিতভাবে বেঁধে রাখতে হবে। একটি উত্তোলন সন্নিবেশ যা তার নির্দিষ্ট অবস্থান থেকে এমনকি এক ইঞ্চি স্থানান্তর করে তার প্রয়োজনীয় এমবেডমেন্ট জোনের বাইরে পড়তে পারে, সম্ভাব্যভাবে এটির রেট লোড ক্ষমতা কমিয়ে দেয় 20-40% প্রান্ত দূরত্ব প্রভাব উপর নির্ভর করে।
সন্নিবেশ উত্তোলনের জন্য সাধারণ টাই প্রয়োজনীয়তা: সন্নিবেশের অ্যাঙ্কর পাগুলি ফিগার-এইট বা মোড়ানো-এন্ড-স্যাডল টাই ব্যবহার করে সংলগ্ন রিবারে বাঁধা হয় — স্ন্যাপ টাই নয়। সন্নিবেশ নির্মাতারা সাধারণত ন্যূনতম টাই পয়েন্ট নির্দিষ্ট করে ইনস্টলেশন গাইড সরবরাহ করে এবং এগুলি কঠোরভাবে অনুসরণ করা উচিত।
এমবেডেড প্লেট এবং সংযোগ হার্ডওয়্যার
স্টিলের প্লেট, ওয়েল্ড-অন স্টাড এবং প্রিকাস্ট সদস্যদের মধ্যে এম্বেড করা স্ট্রাকচারাল অ্যাঙ্গেলগুলির জন্য অ্যাঙ্কর বারগুলিকে প্লেট অ্যাঙ্করগুলির সাথে এবং রিবার খাঁচায় সরাসরি বাঁধতে হয়। টাই প্যাটার্নটি অবশ্যই যথেষ্ট কঠোর হতে হবে যাতে কম্পনের সময় প্লেটটি ঘুরতে না পারে। 6 ইঞ্চি বর্গক্ষেত্রের চেয়ে বড় প্লেটগুলিকে ন্যূনতম চার বিন্দুতে বাঁধতে হবে, প্রতিটি কোণার স্টাডে চিত্র-আট টাই দিয়ে।
মেকানিক্যাল রিবার কাপলার
মেকানিক্যাল রিবার কাপলার — নির্মাণ জয়েন্টগুলিতে দণ্ড থেকে শেষ পর্যন্ত স্প্লাইস করার জন্য ব্যবহৃত হয় — হল প্রিকাস্ট কংক্রিট আনুষাঙ্গিকগুলির একটি বিশেষ বিভাগ যা বাঁধার প্রক্রিয়ার সাথে সরাসরি যোগাযোগ করে। যখন কাপলার ইনস্টল করা হয়, যুগ্মটির প্রতিটি পাশের বারগুলিকে অবশ্যই খাঁচার সাথে স্বতন্ত্রভাবে বেঁধে রাখতে হবে আগে কাপলারটি থ্রেড করা বা ঝুলানো হয়। ASTM A1034-এ প্রত্যয়িত কাপলারদের সংযুক্ত বারের নির্দিষ্ট ফলন শক্তির 125% বিকাশ করতে হবে উত্তেজনায় — তারা প্রকৃত কাঠামোগত উপাদান, শুধু অবস্থানধারী নয়।
কংক্রিট কভার এবং পরিদর্শন: সংখ্যা যে গুরুত্বপূর্ণ
কংক্রিট আচ্ছাদন - নিকটতম বার পৃষ্ঠ থেকে বাইরের কংক্রিট মুখের দূরত্ব - শক্তিবৃদ্ধি জারা বিরুদ্ধে প্রাথমিক প্রতিরক্ষা। নির্দিষ্ট কভার অর্জন সম্পূর্ণভাবে নির্ভর করে সঠিকভাবে অবস্থান করা বার চেয়ার এবং একটি ভালভাবে বাঁধা রিবার খাঁচা যা কংক্রিট বসানো শক্তির অধীনে বিচ্যুত হয় না।
| সদস্যের ধরন | এক্সপোজার অবস্থা | মিন. কভার (ACI 318) |
| স্ল্যাব, প্রাচীর, জোস্ট | আবহাওয়ার সংস্পর্শে আসে না | 3/4 ইঞ্চি (19 মিমি) |
| রশ্মি, কলাম | আবহাওয়ার সংস্পর্শে আসে না | 1.5 ইঞ্চি (38 মিমি) |
| স্ল্যাব, প্রাচীর, জোস্ট | আবহাওয়ার সংস্পর্শে আসা (#5 এবং ছোট) | 1.5 ইঞ্চি (38 মিমি) |
| স্ল্যাব, প্রাচীর, জোস্ট | আবহাওয়ার সংস্পর্শে আসা (#6 এবং বড়) | 2 ইঞ্চি (50 মিমি) |
| রশ্মি, কলাম | আবহাওয়ার সংস্পর্শে এসেছে | 2 ইঞ্চি (50 মিমি) |
| পাদদেশ (পৃথিবীর বিরুদ্ধে নিক্ষেপ) | মাটির সংস্পর্শে | 3 ইঞ্চি (76 মিমি) |
সারণি 2: বিভিন্ন সদস্য এবং এক্সপোজার অবস্থার জন্য ACI 318 প্রতি ন্যূনতম কংক্রিট কভার প্রয়োজনীয়তা
পরিদর্শনের সময়, গুণমান পরিদর্শকদের দ্বারা পাওয়া সবচেয়ে সাধারণ অসঙ্গতিগুলি হল অপর্যাপ্ত কভার (কোনও চেয়ার ছাড়াই ফর্মের উপর বিশ্রাম দেওয়া বারগুলি) এবং অনুপস্থিত বন্ধনগুলি যা বারগুলিকে আলাদাভাবে ছড়িয়ে দিতে দেয়। প্রিকাস্টার থেকে ইন্ডাস্ট্রি ডেটা প্রস্তাব করে যে প্রত্যাখ্যাত প্যানেলের 15% পর্যন্ত কভার-সম্পর্কিত সমস্যা জড়িত যেগুলি চেয়ারের অপর্যাপ্ত ব্যবধান বা অনুপযুক্ত খাঁচা বাঁধার জন্য সরাসরি সনাক্ত করা যায়।
রিইনফোর্সিং স্টিল বাঁধার জন্য একটি ব্যবহারিক পরিদর্শন চেকলিস্ট:
- বারের ব্যবধান সহনশীলতার মধ্যে অঙ্কনের সাথে মেলে (সাধারণত /- স্ল্যাবের জন্য 1 ইঞ্চি, /- বীমের জন্য 3/8 ইঞ্চি)
- চেয়ার বা স্পেসারগুলি প্লেসিং ড্রয়িংগুলিতে নির্দিষ্ট ব্যবধানে উপস্থিত থাকে (সাধারণত স্ল্যাবের জন্য প্রতি 4 ফুট)
- সমস্ত ল্যাপ স্প্লাইস দৈর্ঘ্য সঠিক এবং ওভারল্যাপ জোন জুড়ে সম্পূর্ণভাবে বাঁধা
- টাই তারের লেজগুলি ভিতরের দিকে বাঁকানো থাকে, পৃষ্ঠের দিকে প্রসারিত হয় না
- সমস্ত এমবেড করা জিনিসপত্র (সন্নিবেশ, প্লেট, হাতা) ন্যূনতম নির্দিষ্ট টাই পয়েন্টে খাঁচার সাথে বাঁধা হয়
- কোন আলগা বন্ধন নেই — প্রতিটি বাঁধা ছেদ একটি হাত ধাক্কা পরীক্ষার অধীনে ধারণ করে
প্রিকাস্ট উৎপাদনে রিইনফোর্সিং স্টিল বাঁধা: প্রক্রিয়া এবং গুণমান নিয়ন্ত্রণ
প্রিকাস্ট কংক্রিট উত্পাদন বিভিন্ন গুরুত্বপূর্ণ উপায়ে কাস্ট-ইন-প্লেস নির্মাণ থেকে পৃথক যা ইস্পাত টাইং রিইনফোর্সিং কীভাবে পরিচালিত হয় তা প্রভাবিত করে। একটি প্রিকাস্ট প্ল্যান্টে, খাঁচাগুলি ডেডিকেটেড জিগ টেবিল বা অনুভূমিক বিছানায় তৈরি করা হয়, তারপর ঢালাইয়ের জন্য ফর্মগুলিতে তোলা হয়। খাঁচা তৈরির প্রক্রিয়াটি অত্যন্ত পদ্ধতিগত, এবং বেশিরভাগ গাছপালা স্ট্যান্ডার্ড অপারেটিং পদ্ধতি (এসওপি) ব্যবহার করে যা টাই প্যাটার্ন, তারের গেজ এবং আনুষঙ্গিক স্থান বিস্তারিতভাবে নির্দিষ্ট করে।
জিগ-ভিত্তিক খাঁচা ফ্যাব্রিকেশন
সামঞ্জস্যযোগ্য পিন স্টপ সহ স্টিলের জিগ টেবিলগুলি কর্মীদের ফর্মগুলিতে তোলার আগে তাদের অবস্থান এবং রিবার খাঁচাগুলিকে সুনির্দিষ্ট মাত্রায় বাঁধতে দেয়। জিগটি নিশ্চিত করে যে বারের ব্যবধান এবং সামগ্রিক খাঁচার মাত্রা কোনো তার প্রয়োগ করার আগে সঠিক। একটি ভাল-চালিত প্রিকাস্ট প্ল্যান্টে, একটি জিগ-এ খাঁচা তৈরি করা 60-70% মাত্রিক প্রত্যাখ্যান কমাতে পারে ফর্ম নিজেই বেঁধে তুলনায়.
খাঁচাটি জিগের উপর বাঁধার পরে, আনুষাঙ্গিকগুলি সংযুক্ত করা হয়: বার চেয়ারগুলি নীচের বারগুলিতে ক্লিপ করা হয়, উত্তোলন সন্নিবেশগুলি নির্দিষ্ট স্থানে তারযুক্ত করা হয় এবং যে কোনও এমবেডেড হার্ডওয়্যার সুরক্ষিত থাকে। সম্পূর্ণ খাঁচাটিকে একটি ইউনিট হিসাবে তোলা হয় এবং ফর্মে সেট করা হয়, যেখানে কাস্ট করার আগে প্রান্ত স্পেসার এবং অতিরিক্ত জিনিসপত্র যোগ করা যেতে পারে।
ডকুমেন্টেশন এবং ট্রেসেবিলিটি
মানসম্পন্ন প্রিকাস্ট নির্মাতারা ডকুমেন্টেশন বজায় রাখে যা প্রতিটি খাঁচা সমাবেশকে স্থাপনের অঙ্কন, বার তালিকা এবং কর্মীদের যারা এটি তৈরি করেছে তাদের কাছে ফিরে আসে। এটি শুধুমাত্র ভাল অনুশীলন নয় - এটি PCI MNL-116 (উদ্ভিদের জন্য গুণমান নিয়ন্ত্রণের জন্য ম্যানুয়াল এবং স্ট্রাকচারাল প্রিকাস্ট কংক্রিট পণ্যের উত্পাদনের জন্য ম্যানুয়াল) এবং সেতু এবং বিল্ডিং উপাদানগুলির জন্য অনেক প্রকল্পের বৈশিষ্ট্য দ্বারা প্রয়োজনীয়।
যখন একটি অ-সঙ্গতি পাওয়া যায় — বলুন, একটি লিফটিং ইনসার্টে একটি অনুপস্থিত টাই বা একটি অবস্থানের বাইরের অ্যাঙ্কর প্লেটে — ডকুমেন্টেশন ট্রেসেবিলিটি ফ্যাব্রিকেটরকে মূল কারণটি তদন্ত করতে এবং প্রক্রিয়াটি এগিয়ে যাওয়ার অনুমতি দেয়। এটি ছাড়া, একই ত্রুটি পুনরাবৃত্তি হয়.
উচ্চ-উৎপাদন প্রিকাস্টে টাই ফ্রিকোয়েন্সি
একটি মাদুর খাঁচায় প্রতিটি ছেদ বাঁধা প্রয়োজন হয় না. বেশিরভাগ স্পেসিফিকেশন এবং CRSI (কংক্রিট রিইনফোর্সিং স্টিল ইন্সটিটিউট) প্লেসিং রিইনফোর্সিং বার ম্যানুয়াল ফ্ল্যাট গ্রিড খাঁচায় বিকল্প-ছেদ বাঁধার অনুমতি দেয়, যদি বাঁধা ছেদগুলি কোনও দিকে 18 ইঞ্চির বেশি না হয়। অনুশীলনে, সমস্ত ঘের ছেদ এবং অন্য প্রতিটি অভ্যন্তরীণ ছেদ বাঁধা একটি খাঁচা তৈরি করে যা প্রতিটি ক্রসিং বাঁধার শ্রম খরচ ছাড়াই এর জ্যামিতি ধরে রাখে।
যেখানে এই নিয়মটি পরিবর্তিত হয়: একটি নির্মাণ জয়েন্টের 24 ইঞ্চির মধ্যে সমস্ত ছেদ, একটি উত্তোলন সন্নিবেশ বা অ্যাঙ্কর প্লেটের এমবেডমেন্ট জোনের মধ্যে সমস্ত ছেদ, এবং ল্যাপ স্প্লাইসের সমস্ত ছেদগুলি এড়িয়ে না গিয়ে সম্পূর্ণরূপে বাঁধা থাকতে হবে৷
রিইনফোর্সিং স্টিল বাঁধার সময় সাধারণ ভুল এবং কীভাবে সেগুলি এড়ানো যায়
প্রিকাস্ট এবং কাস্ট-ইন-প্লেস নির্মাণ থেকে বছরের পর বছর ধরে ক্ষেত্র পর্যবেক্ষণ এবং গুণমানের অডিট ডেটা ধারাবাহিকভাবে একই ত্রুটির ক্লাস্টার প্রকাশ করে। তাদের সনাক্ত করা তাদের নির্মূল করার প্রথম পদক্ষেপ।
আন্ডার টাইং বড় খাঁচা
বড় খাঁচায় — বলুন, একটি 40-ফুট ব্রিজ গার্ডার খাঁচা যেখানে শত শত ছেদ রয়েছে — শ্রমিকরা কখনও কখনও সময় বাঁচানোর জন্য বন্ধন এড়িয়ে যান। ফলাফল হল একটি খাঁচা যা জিগ-এ স্থিতিশীল দেখায় কিন্তু কংক্রিট কম্পনের সময় ক্রেন দ্বারা উত্তোলন বা স্থানান্তরিত হলে ছড়িয়ে পড়ে। কংক্রিট বসানো সময় কোন বার আন্দোলন স্থায়ী হয় ; কংক্রিট যখন শক্ত হয়ে যায় তখন যেখানেই স্থির হয় বারটিকে লক করে দেয়। ফিক্স হল একটি টাইং ফ্রিকোয়েন্সি স্ট্যান্ডার্ড যা একজন ফোরম্যান বা QC পরিদর্শক দ্বারা প্রয়োগ করা হয়, ব্যক্তিগত বিবেচনার উপর ছেড়ে দেওয়া হয় না।
প্রসারিত তারের লেজ
একটি মোচড়ের লেজ বাম দিকে একটি ফর্ম মুখের দিকে নির্দেশ করে কম্পনের সময় কংক্রিট পৃষ্ঠের 1/4 ইঞ্চির মধ্যে স্থানান্তরিত হতে পারে। কংক্রিট সেট হয়ে গেলে, প্রথম কয়েকটি ফ্রিজ-থো চক্রের মধ্যে লেজের মরিচা পড়ে এবং পৃষ্ঠে দাগ পড়ে। আর্কিটেকচারাল প্রিকাস্টে, এটি একটি ফিনিস ডিফেক্ট। স্ট্রাকচারাল প্রিকাস্টে, এটি নিম্নমানের নিয়ন্ত্রণ নির্দেশ করে। প্রতিটি তারের লেজ অবশ্যই ভিতরের দিকে বাঁকানো উচিত - এটি এক অতিরিক্ত সেকেন্ড সময় নেয় এবং সমস্যাটি সম্পূর্ণভাবে দূর করে।
ভুল চেয়ার উচ্চতা
ভুল বার চেয়ারের উচ্চতা ব্যবহার করা সাইটগুলিতে উল্লেখযোগ্যভাবে সাধারণ যেখানে একই এলাকায় বিভিন্ন কভার প্রয়োজনীয়তা সহ একাধিক প্রিকাস্ট উপাদান তৈরি করা হয়। সুস্পষ্টভাবে লেবেলযুক্ত বিনে উচ্চতা অনুসারে চেয়ার সংরক্ষণ করা এবং ফেব্রিকেশন শুরু হওয়ার আগে প্লেসিং ড্রয়িংয়ের বিপরীতে চেয়ারের উচ্চতা যাচাই করা হল সবচেয়ে সহজ প্রতিরোধমূলক ব্যবস্থা। দ্রুত হাঁটার সময় 3/4-ইঞ্চি চেয়ার বনাম 1.5-ইঞ্চি চেয়ারের ভুল পড়া দৃশ্যত স্পষ্ট নয়; এটা শুধুমাত্র একটি শারীরিক পরিমাপ দেখায়.
আনুষঙ্গিক অবস্থানে অপর্যাপ্ত বন্ধন
যেমন আগে উল্লেখ করা হয়েছে, উত্তোলন সন্নিবেশ এবং এমবেড করা প্লেটগুলিকে অবশ্যই চিত্র-আট বা মোড়ানো-এবং-স্যাডল টাই দিয়ে বাঁধতে হবে, স্ন্যাপ টাই নয়। একটি উত্তোলন সন্নিবেশ নোঙ্গর পায়ে একটি স্ন্যাপ টাই কংক্রিট বসানো বাহিনীর অধীনে ঘোরাতে পারে। যখন কংক্রিট শক্ত হয়ে যায়, সন্নিবেশটি উল্লম্ব না হয়ে কোণীয় হতে পারে, এর কার্যকরী লোড ক্ষমতা হ্রাস করে এবং সম্ভাব্যভাবে লিফটিং হার্ডওয়্যারের জন্য থ্রেডযুক্ত সংযোগকে আবদ্ধ বা ক্রস-থ্রেড করতে পারে।
বার আবরণ সামঞ্জস্য উপেক্ষা
ইপোক্সি-কোটেড রিবারে যোগাযোগ বিন্দুতে গ্যালভানিক ক্ষয় রোধ করতে সামঞ্জস্যপূর্ণ টাই তারের প্রয়োজন। ইপোক্সি-কোটেড বারে বাঁধা কালো অ্যানিলড তারটি আবরণের প্রতিটি নিক বা যোগাযোগ বিন্দুতে একটি ছোট গ্যালভানিক কোষ তৈরি করে। epoxy-coated বা galvanized টাই তারের সাথে epoxy-coated rebar ব্যবহার করুন , যেমন ASTM A775 এবং সম্পর্কিত মান উল্লেখ করা হয়েছে। এই বিশদটি প্রায়শই ক্ষেত্রে উপেক্ষা করা হয় তবে সেতু এবং সামুদ্রিক কাঠামোর স্পেসিফিকেশনগুলিতে স্পষ্টভাবে প্রয়োজনীয়।
দীর্ঘমেয়াদী কর্মক্ষমতা জন্য Precast কংক্রিট আনুষাঙ্গিক নির্বাচন
প্রিকাস্ট কংক্রিট আনুষাঙ্গিক নির্বাচন - বার চেয়ার থেকে লিফটিং সিস্টেম - একটি প্রিকাস্ট কাঠামো রক্ষণাবেক্ষণ ছাড়া কতক্ষণ কাজ করে তার উপর সরাসরি প্রভাব ফেলে। আনুষাঙ্গিকগুলি যেগুলি ক্ষয়প্রাপ্ত হয়, লোডের নীচে বিকৃত হয় বা বছরের পর বছর পরিচর্যার পরে মাত্রাগতভাবে ব্যর্থ হয় অন্যথায় সু-নির্মিত সদস্যদের কাঠামোগত অখণ্ডতার সাথে আপস করতে পারে।
বার চেয়ার এবং Spacers জন্য উপাদান নির্বাচন
প্লাস্টিক (পলিপ্রোপিলিন বা উচ্চ-ঘনত্বের পলিথিন) বার চেয়ারগুলি বেশিরভাগ প্রিকাস্ট এবং কাস্ট-ইন-প্লেস কাজের জন্য আদর্শ। এগুলি রাসায়নিকভাবে জড়, ক্ষয় হয় না এবং কংক্রিট নিরাময়ের সম্মুখীন হওয়া তাপমাত্রায় মাত্রাগতভাবে স্থিতিশীল। প্লাস্টিকের চেয়ারগুলির সাথে প্রাসঙ্গিক উদ্বেগ হল ভারী রিবারের অধীনে পয়েন্ট-লোড কর্মক্ষমতা: #11 বার এবং বড়, বা বান্ডিল বার গ্রুপ, পাতলা-দেয়ালের প্লাস্টিকের চেয়ার ফাটতে পারে যদি চেয়ারের ব্যবধান খুব প্রশস্ত হয়। প্রত্যাশিত লোডের জন্য রেট করা হেভি-ডিউটি চেয়ার ব্যবহার করুন, বা বড় বার অ্যাপ্লিকেশনের জন্য স্টিলের তারের চেয়ারগুলিতে স্যুইচ করুন।
স্টিলের তারের বার চেয়ারগুলি ভারী খাঁচাগুলির জন্য উপযুক্ত এবং বিচ্যুতি ছাড়াই প্রশস্ত হতে পারে, তবে সেগুলি অবশ্যই epoxy-কোটেড হতে হবে বা ফর্মের উপরে ন্যূনতম 1.5 ইঞ্চি কভারের সাথে অবস্থান করতে হবে - একটি ফর্মের দিকে খালি স্টিলের চেয়ারগুলি কয়েক বছরের মধ্যে কংক্রিটের পৃষ্ঠে একটি মরিচা দাগ টেলিগ্রাফ করবে৷
লিফটিং ইনসার্ট লোড রেটিং এবং সেফটি ফ্যাক্টর
উত্তোলন সন্নিবেশ অবশ্যই প্রিকাস্ট সদস্যের ওজন, পিক পয়েন্টের সংখ্যা, উত্তোলন স্লিংগুলির কোণ এবং পিক এবং সুইং অপারেশনের সময় প্রয়োগ করা গতিশীল লোড ফ্যাক্টরের উপর ভিত্তি করে নির্বাচন করতে হবে। অধিকাংশ উত্তোলন সন্নিবেশ নির্মাতাদের প্রয়োজন একটি স্ট্যাটিক লোড অবস্থার অধীনে 4:1 এর ন্যূনতম নিরাপত্তা ফ্যাক্টর , 2-3 এর গতিশীল কারণের সাথে ক্রেন শক লোডের জন্য অ্যাকাউন্টে প্রয়োগ করা হয়।
উত্তোলন সন্নিবেশ এবং রিবার খাঁচা মধ্যে মিথস্ক্রিয়া সমালোচনামূলক. একটি সন্নিবেশ যা সংলগ্ন বারগুলির সাথে সঠিকভাবে আবদ্ধ নয় তার সম্পূর্ণ এম্বেডমেন্ট শক্তি বিকাশ করে না — কংক্রিট শঙ্কু ব্রেকআউট ক্ষমতা যথেষ্ট প্রান্তের দূরত্ব এবং এম্বেডমেন্ট গভীরতার সাথে এটির নকশা অবস্থানে সন্নিবেশের উপর নির্ভর করে। প্রান্ত এবং অন্যান্য সন্নিবেশের ন্যূনতম দূরত্বের জন্য সর্বদা প্রস্তুতকারকের ইনস্টলেশন নির্দেশাবলী পর্যালোচনা করুন এবং বানোয়াট শুরু করার আগে প্লেসিং ড্রইংগুলির বিরুদ্ধে এগুলি যাচাই করুন।
এমবেডেড কানেকশন হার্ডওয়্যার
ওয়েল্ড প্লেট, স্টাড রেল এবং প্রিকাস্ট সদস্যদের মধ্যে এম্বেড করা স্ট্রাকচারাল অ্যাঙ্গেলগুলি ফিল্ড-ইরেক্টেড স্ট্রাকচারাল স্টিল, ক্ল্যাডিং সিস্টেম বা সংলগ্ন প্রিকাস্ট সদস্যদের সংযোগ পয়েন্ট হিসাবে কাজ করে। তাদের অবস্থানগত নির্ভুলতার প্রয়োজনীয়তাগুলি আঁটসাঁট — স্ট্রাকচারাল স্টিল সংযোগের ক্ষেত্রে ফিল্ড ইরেকশন টলারেন্স সাধারণত /- 1/4 ইঞ্চি পরিকল্পনা এবং উচ্চতায়, যার মানে এমবেডেড প্লেটকে সেই সহনশীলতার মধ্যে অবতরণ করতে হবে সমস্ত বানোয়াট এবং ইরেকশন টলারেন্স স্ট্যাক করার পরে। রিবার খাঁচায় এমবেড করা প্লেটের অ্যাঙ্কর স্টাড বা অ্যাঙ্কর পা সঠিকভাবে বেঁধে রাখা এবং ক্যালিব্রেটেড চেয়ারগুলিতে সাবধানে খাঁচা স্থাপন করা, এই সহনশীলতা বজায় রাখা হয়।
সারাংশ: প্রিকাস্ট এবং কাস্ট-ইন-প্লেস ওয়ার্ক-এ রিইনফোর্সিং স্টিল বাঁধার জন্য সর্বোত্তম অনুশীলন
রিইনফোর্সিং ইস্পাত বাঁধার মৌলিক বিষয়গুলি জটিল নয়, তবে খাঁচা তৈরি এবং স্থাপনের প্রতিটি ধাপে তাদের সামঞ্জস্যপূর্ণ মনোযোগ প্রয়োজন। এখানে মূল টেকওয়ে আছে:
- ব্যবহার করুন 16 থেকে 16.5 AWG annealed কালো তার আদর্শ কাজের জন্য; রিবার আবরণের সাথে তারের প্রকারের সাথে মিল করুন (লেপা বার সহ গ্যালভানাইজড বা ইপোক্সি তার)
- উচ্চ-আন্দোলনের অবস্থানে স্যাডল বা ফিগার-এইট টাই প্রয়োগ করুন — কলামের খাঁচা হুপ, নির্মাণ জয়েন্ট, ল্যাপ স্প্লাইস এবং এমবেডেড আনুষঙ্গিক অ্যাঙ্কর পয়েন্ট
- কংক্রিটের পৃষ্ঠের দিকে স্থানান্তর রোধ করার জন্য সমস্ত তারের লেজগুলি মোচড়ের পরে ভিতরের দিকে বাঁকুন
- ব্যবহার করুন the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- সব টাই প্রিকাস্ট কংক্রিট আনুষাঙ্গিক (সন্নিবেশ, প্লেট, হাতা) প্রস্তুতকারক-নির্দিষ্ট ন্যূনতম টাই পয়েন্টে চিত্র-আট বা মোড়ানো-এন্ড-স্যাডল টাই ব্যবহার করে
- উচ্চ-ভলিউম কাজের জন্য ব্যাটারি-চালিত স্বয়ংক্রিয় বাঁধার সরঞ্জামগুলি বিবেচনা করুন — উত্পাদনশীলতা এবং ধারাবাহিকতা লাভ উল্লেখযোগ্য
- একটি লিখিত চেকলিস্ট ব্যবহার করে বসানোর আগে খাঁচা পরিদর্শন করুন — কভার, স্পেসিং, স্প্লাইস দৈর্ঘ্য, আনুষঙ্গিক অবস্থান এবং টাই লেজ
- প্রিকাস্ট প্রোডাকশনে, জিগ টেবিলে ফেব্রিকেট করুন এবং ডকুমেন্টেশন বজায় রাখুন যা ট্রেসেবিলিটি এবং মানের অডিট প্রয়োজনীয়তা সমর্থন করে
একটি ভালভাবে বাঁধা খাঁচা সমাপ্ত কাঠামোতে অদৃশ্য - যা ঠিক যেমন হওয়া উচিত। লক্ষ্য হল কংক্রিট যা ডিজাইনের মতো সঠিকভাবে কাজ করে, শক্তিবৃদ্ধি সহ যা স্থাপন করা হয়েছিল ঠিক সেখানেই থাকে, কাঠামোর সম্পূর্ণ ডিজাইন জীবনের জন্য।